いよいよ8月の仕事が始まりました
福島精機株式会社 代表取締役社長 福島知之です。
先週木曜日から8月の仕事が始まりました。
7月もあっという間の一か月でした。
従業員の皆さんや協力会社の方々のおかげで、客先納期を守りながら、何とか7月も乗り切る事ができました。
全体的な仕事の受注状況として、7月後半から、部品加工依頼の受注が増えてきたように感じます。
8月、9月と忙しい日々になりそうです。
製鉄所向けのカップリングに関しては、先の納期で大きなサイズの受注を頂き、それらの製作に取り掛かり始めました。
地域の信用金庫さんからご紹介頂いた新規のお客さんからのお仕事も少しずつ増えてきています。
また、これまで加工のお願いをしていた会社さんから、旋盤加工やマシニング加工などの部品加工の依頼を受ける事も増えてきました。
今後も、横のつながりによる仕事のやり取りも大事にしていければと思います。
中小零細企業にとっては、先の見通しの立てにくい時代ではありますが、会社の経営状況を数字で把握し、必要な売上高を毎月達成する事で、無理なく会社運営を続けられる体制を整えていきたいと思います。
Finally, August start.
My name is Tomoyuki Fukushima, and I am Representative Director and President in FUKUSHIMASEIKI CO., LTD.
August work started last Thursday.
Just passed by in a blink of an eye.
Thanks to dear employees and all outsourcers, somehow, we managed to make our works through July, while meeting customer delivery deadline.
As for the overall work order status, I feel like the number of orders for parts processing has increased since the second half of July.
It looks like it will be a busy month in August and September.
Regarding couplings for steel plants, we received an order for a large size with an earlier delivery date.
Then, we started working on them.
Orders from new customers who introduced by a local credit union are gradually increasing.
And also, from several companies who we had requested processing until now, we are increasingly receiving requests for parts processing such as lathe processing and machining processing.
In the future, we hope to continue to value the exchange of work through horizontal connections.
For small and medium-sized enterprises, although we are living in a time where it is difficult to foresee the future, we would like to establish a system the allows us to continue company management effortlessly, by achieving the required sales amount every month while grasping our business conditions.
Thank you.
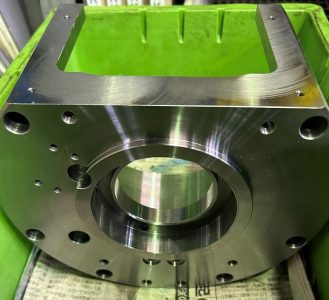
傘歯車部品の歯切り後の軸穴旋盤加工の様子(φ300×150)。歯車部分に比べて、品物をつかむ部分が小径なため、不安定なチャッキングになる品物ですが、立形旋盤を用いて安定した状態で加工する事ができました。軸穴の反対側の面取りは、マシニングセンタで行いました。
The pictures show that shaft hole lathe processing after gear cutting of bevel gear parts (φ300×150). The part that grips the item has a smaller diameter than the gear part. This is an item that causes unstable chucking (1st picture of below). We were able to process it in a stable state using a vertical lathe. Chamfering on the opposite side of the shaft hole was done using a machining center (2nd picture of below).


部品加工後の様子(S45C φ230×150)。旋盤加工、マシニング加工共に加工歴の浅い方にお願いしましたが、手順を確認しながら無事加工を終える事ができました。
The pictures show that appearance after parts processing (S45C φ230×150). I asked someone with little experience in both lathe processing and machining processing. They were able to complete the process safely while checking the steps.
マシニング加工後の様子(ブロック S45C 150×150×180)。ブロック材からの削り出しで、軸部分には、スナップリング溝やベアリングが入る部分もありましたが、マシニングセンタで全て加工を行ってもらいました。
The picture shows that appearance after machining processing (block S45C 150×150×180). This item was cut out from block material. And also, the shaft part of this item had a snap ring groove and a part where the bearing fit. However, all processing was done at a machining center.


旋盤加工の様子(リング S45C φ300×60)。端面に深さ50mm、幅15mm程の溝加工がありましたが、新規で深ミゾ用のバイトを購入し、きれいに仕上げる事ができました。
The pictures show that lathe processing (ring S45C φ300×60). This item had grooving approximately 50mm depth and 15mm width on the edge. We bought a new bit for deep grooves. We were able to finish it with appropriate surface roughness.


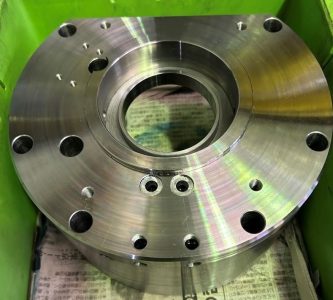
旋盤加工とマシニングセンタ加工後の面取りの様子(リング SUS304 φ580×15)。短納期対応で少し大変でしたが、何とか客先納期に間に合わす事ができました。
The pictures show that lathe processing and chamfering after machining center processing (ring SUS304 φ580×15). It was a little difficult to respond to short delivery times, but we managed to meet the customer’s delivery deadline.

